滚筒线精选厂商


在学术上讲就是把一个重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其他子过程同时进行。各段中执行时间至长的那段为整个宁波流水线的瓶颈,一般将其执行时间称为宁波流水线的周期。
流水线设备有效的替代了传统的手工制造,从而提高了生产效率和产品质量。
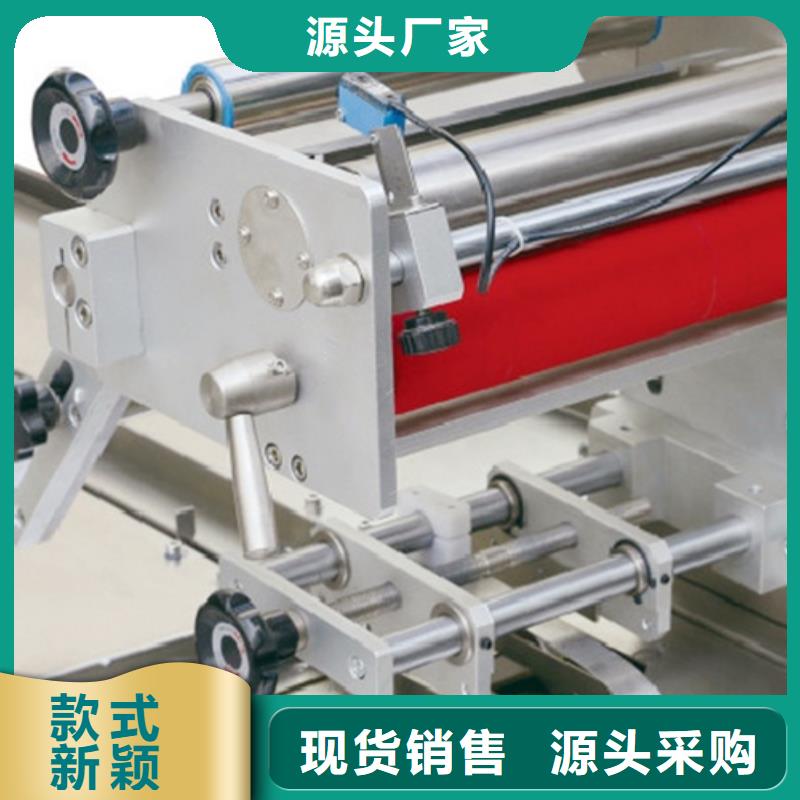
传送的滚筒流水线设备是采用滚筒拖牵工作平面传送运动,来达到生产工艺目的。流水线采用组合式装配模式,工位数、滚筒间距可按工艺要求设定。
传送滚水线筒流水线的主要输送形式有:双链轮滚筒式、0型带传动滚筒式、三角带摩擦传动滚筒式及水线自由式。
传送滚筒的形式有:双链轮锥型滚筒,O型槽锥形滚筒,普通锥形滚筒。筒体长度一般为500~1200mm;特殊规格可根据用户需要定作。
传送滚筒筒体有:镀锌、镀铬、不锈钢、PVC材料等。
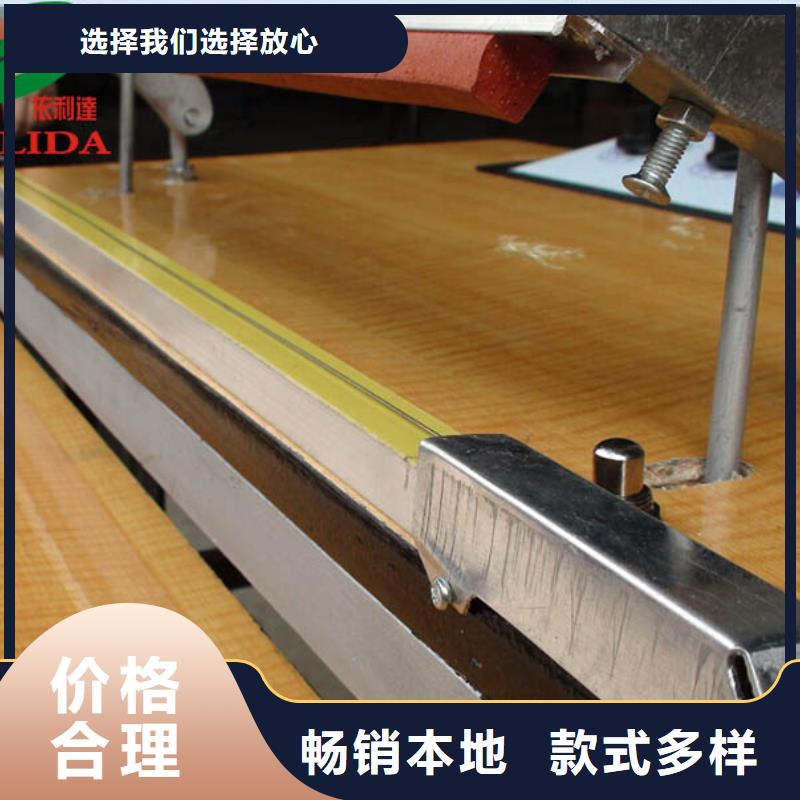
线体支架有:不锈钢、铝型材、碳钢喷塑等。
输送速度一般为10~30M/min;也可根据用户需要采用变频调速连续运行。
应用范围:广泛应用于各行业的成品包装箱、周转箱的输送。



恩施来凤依利达包装器材有限公司充分利用当今世界前沿的先进技术和经营管理理念,结合了中国当代 热收缩包装机制造技术的工业水平,j i力营造积j i、上进、团结、拼搏、全员学习、优胜劣汰''的特色企业文化氛围,倾力构筑的团队,使企业实现了超常规、跳跃式的发展。


流水线设备的构造和工作原理:流水线设备由传动系统、传送带、机架、电器控制系统、附加设施等组成,能在一条流水线中完成不同的生产任务,由多人共同完成一项劳动力比较密集的产品。
流水线的基本原理:利用流水线上的传送带不停地将配件输送至各个工作站,各个工作站上的人员各负其责,共同合作并完成产品的制作,再通过传送带将产品送至后端工序。
在学术上讲就是把一个重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其他子过程同时进行。各段中执行时间至长的那段为整个宁波流水线的瓶颈,一般将其执行时间称为宁波流水线的周期。
流水线设备有效的替代了传统的手工制造,从而提高了生产效率和产品质量。
传送的滚筒流水线设备是采用滚筒拖牵工作平面传送运动,来达到生产工艺目的。流水线采用组合式装配模式,工位数、滚筒间距可按工艺要求设定。



elida

我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。
- 桥梁护栏-桥梁护栏品牌厂家 2025-09-28
- 耐候板诚信立足 2025-09-28
- :玻璃棉生产厂家 2025-09-28
- 密集柜实力厂家 2025-09-28
- 众点物流来厂实地考察 2025-09-28
- PVC给水管·管件为您节省成本 2025-09-28
- 不锈钢管批发零售 2025-09-28
- 不锈钢复合管护栏厂商 2025-09-28
- 槐树真诚的服务 2025-09-28
- 性价比高的工字钢冷弯机经销商 2025-09-28
- 铸铁型材-点击了解更多 2025-09-28
- 定制钢板镂空的基地 2025-09-28
- 聚合氯化铝-我们是厂家! 2025-09-28
- 景观护栏-景观护栏规格全 2025-09-28
- 开平板技术 2025-09-28
产品







联系方式
