靠谱的弯供机批发商
更新时间:2025-09-28 20:50:22 ip归属地:广州,天气:阴转雷阵雨,温度:24-31 浏览:1次

- 发布企业
- 万泽锦达机械制造(广州市花都区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯供机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 18234108331
- 手机
- 18234108331
- 联系人
- 简强 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 靠谱的弯供机供应范围覆盖广东省、广州市、花都区、荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、南沙区、萝岗区、增城区、从化区等区域。 |
广州花都万泽锦达机械制造有限公司座落于小店区208国道东浦村东浦路一号,我公司主要产品有 圆管弯供机等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,广州花都万泽锦达机械制造有限公司热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。
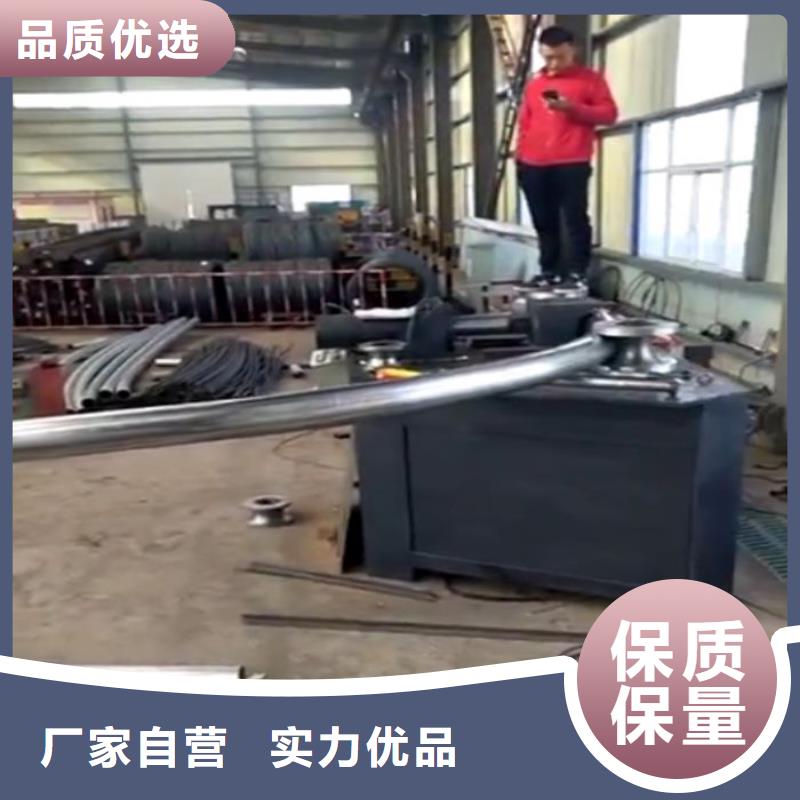
冷弯机操作流程1.检查冷弯机上下模的重合度和坚固性,检查各定位装置是否符合被加工的要求。2.在上滑板和各定位轴均未在原点的状态时,运行回原点程序。3.严格遵守冷弯机工操作规程,按规定穿戴好劳动防护用品。4.启动前须认真检查冷弯机电机、开关、线路和接地是否正常和牢固,检查设备各部位。按钮是滞在正确位置。5.冷弯机启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
液压圆管冷弯机是工地上常见的一种工程设备,它在,涵洞,煤矿,地质灾害等工程中都会有着的应用。它在工程中主要对圆管,U型钢,槽钢,角钢等钢材开展弯曲变形而不改变钢材力学性能,缘于用于圆管的弯曲所以又称之为圆管冷弯机,圆管弯曲机及圆管弯拱机等。
冷弯机使用范围:1、工程范围:掘进支护、拱桥骨架搭建施工、高速公路弯道围栏、矿井巷道支护、粮仓架棚施工、厂房骨架搭建、涵洞支护、斜井支护、水利水电工程施工以及其他一些钢梁拱架施工中。2、钢材范围:圆管、槽钢、U型钢、H钢、角钢、C型钢、轨道钢以及一些非标异形钢。3、弯曲半径范围:小可达2米4、弯曲弧长范围:小可弯曲4米长度的钢材。圆管顶弯机是加工钢拱架的设备,加工的钢拱架可应用于铁路、公路、水工的工程施工,还可以用作桥梁、大型厂房等工程上的使用。其优点有:尺寸精度高,扭曲变形小,弧度圆滑。

支护的主要有管棚、小导管、水平旋喷桩等,目前外学者对其控制进行了的研究。贾金青等对管棚的机制及进行了研究,表明采用管棚注浆法能有效软弱破碎围岩的变形,支护结构受力,避免施工中产生塌方。张蓓等对小导管的参数与进行了研究,研究表明小导管注浆支护能够围岩的性,洞室的变形和塑性区,其环向分布范围、管径等是主要的参数。
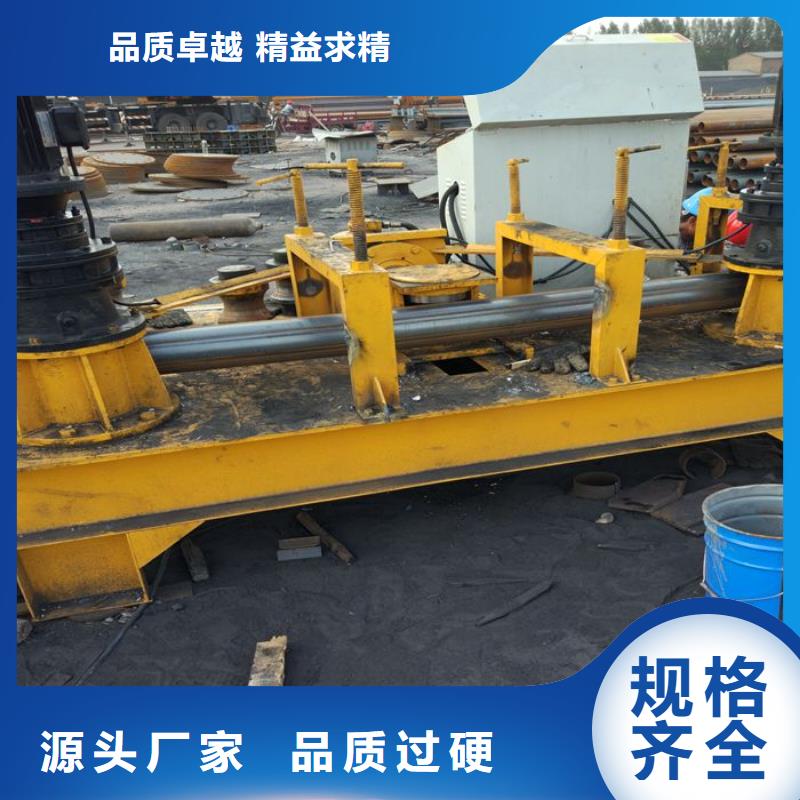
液压冷弯机采用液压,具有传动平稳、压力大等特点,槽钢、圆管均能一次成型,采用加强底盘设计,确保使用不变形;换易损件方便,不需再次进行校正,用户只须将螺丝拧紧装配好即可继续正常使用方便快捷大大的加快了工作时间和工作效率。
冷弯机购置须知事项:所弯的钢材的类型、型号、材质;你所购买的冷弯机的模具和型钢的类型是否一致。还要清楚所弯曲的型钢半径是否符合钢材的冷弯系数是否在允许参数范围,一旦超出了型钢的冷弯系数,钢材就在变形的同时钢材内部组织结构物理属性也会发生变化,钢材的强度。


大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。

