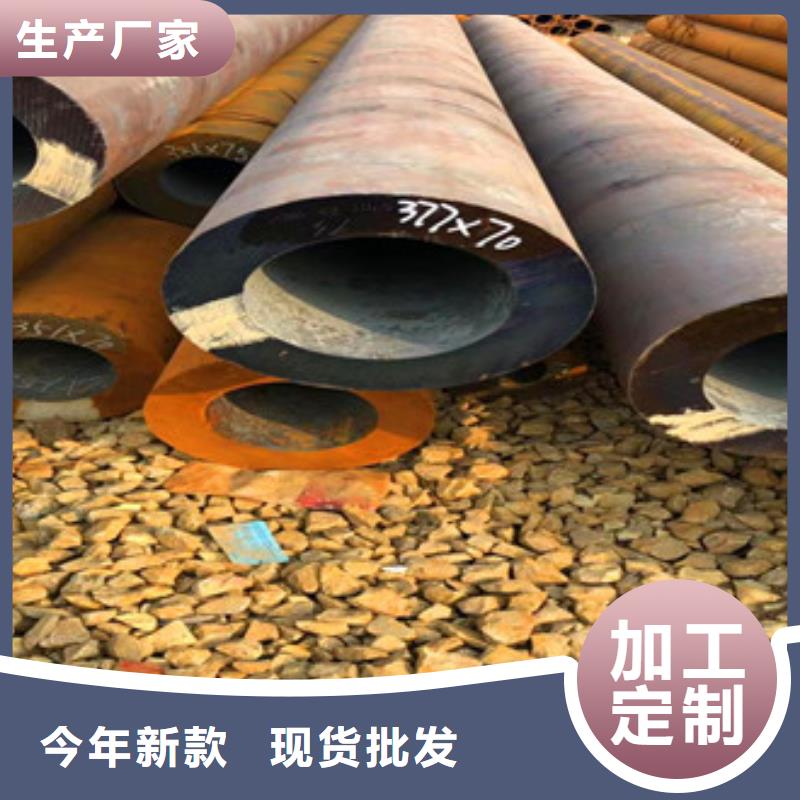
优惠的无缝钢管实体厂家

昌都类乌齐天祥钢管有限公司位于大东钢管城嫩江路6号,是一家专门从事 无缝钢管的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。


内直筋钢管是指钢管的内表面沿圆周带有均布的直筋,这种钢管主要用于制作散热器,如大型变压器的散热器。用带有直筋的钢管制作的散热器具有散热能力强、重量轻,加工制作工时少等优点。其生产主要采用冷拔法,用固定模冷拔,也可用辊式模冷拔。金属在内外模和拔制力作用下,凸筋进入减壁段后立即被充填到一定高度。由于不均变形而产生的附加拉缩变形,可使凸筋高度保持稳定。内螺旋凸筋管是指钢管内表面带有螺旋凸筋,这种异型管传热效率高,使用可靠,被广泛用于高压锅炉的水冷壁。内螺旋凸筋管的成型方法有机加工成型法、焊接+机加工成型法和冷拔成型法。相比之下,冷拔成型法的生产效率高,成本低,经济效益好,是目前生产内螺旋凸筋管的一种主要方法。冷拔成型法是在冷拔过程中使芯头作螺旋运动,从而在圆管内表面形成内螺旋凸筋。其外模为固定式,内模采用短芯头。
我国在20世纪90年代初展开了对内凸筋管方面的研究与试生产。东北工学院在这两种形式的内凸筋管的理论分析、工具制作、试验研究上已取得如下一系列成果。
冷拔内直筋散热器钢管的难点,是在拔制过程中凸筋高度充填的同时伴随着凸筋被拉缩。他们通过试验,分析了筋底壁厚压下率(ε%)、壁径比(δ0/D0)、齿高比(k)及摩擦条件诸因素对凸筋高度充填和凸筋拉缩的影响及它们之间的关系。从工模具设计角度,侧重探讨模具形状对内直筋管冷拔成型的影响。在模具设计的基础上提出了模具的形状参数,根据实验结果,确定了合理的形状参数值,从而为模具设计提供了重要依据。他们先后对固定模拔制内直筋管和辊模拔制内凸筋管,用工程推导法推导出了冷拔内直筋管拔制力计算方法的理论公式,并进行了实验验证。固定拉模的理论计算值与实测值的相对误差小于15%。辊模拔制内直筋管拔制力的计算值约为固定模所需拔制力实测值的1/3,约为固定模计算值的2/5,这有利于得到凸筋更高的内直筋管。
冷拔内螺旋凸筋管的生产难点是在拔制过程中内螺旋凸筋拉缩。通过实验,分析工艺因素(筋底壁厚压下率、壁径比、壁厚不均度和齿高比)对凸筋拉缩的影响,得出了凸筋拉缩的理论计算式,用该计算式可较准确地选择拔制管料。
在设计冷拔内螺旋凸筋管的模具时,需慎重考虑芯头的螺旋升角,如果选择过大,会导致芯头停止旋转,即芯头旋转自锁现象。利用螺旋副模型推导出了内螺旋凸筋管成形时螺旋升角的临界值为39°~55°,此值与实验结果相吻合。芯头凸筋轴向侧壁角越小,越有利于螺旋凸筋的成形,同时螺旋升角的临界值随摩擦因数的变化而变化,摩擦因数越小也越有利于螺旋凸筋的成形,因此,在内螺旋凸筋管的拔制过程中须保持良好的润滑条件。此结论为内螺旋凸筋管的模具设计提供了重要依据。
通过分析冷拔内螺旋凸筋管内芯头的形式,得出了适合批量生产的内芯头形式是圆柱形螺旋直线内芯头。实验表明,用圆柱形螺旋直线内芯头可生产出符合设计要求的内螺旋凸筋管,并且内芯头的制造成本低,使用寿命长。



管坯加热温度是指管坯的出炉温度。它的确定应保证该钢种在塑性的范围内实施主变形,确定加热温度的基础是铁、碳平衡图,在实际操作中,一般应考虑以下因素。①钢种。不同的钢种对应其不同的加热温度。②温降。环形加热炉到轧机工艺线上新产品的温降(外)大小,一般应保证变形终了前的金相组织在单相区。③加热缺陷。应防止钢坯过热甚至过烧。
相对于其他大型连续式炉环形炉的维护检修工作量更少。其原因是:①它的炉底转动非常慢,有的几乎1~2h才转动1圈,机械磨损小。②炉子高温部分被很厚的耐火材料包住,不会使机械部分受到高温的损坏。在例行检修和维护时,一般只是清洗各机械的轴承,更换磨损件
定心装置主要是防止顶杆在穿孔过程高速旋转时产生速度的抖动,保持穿孔过程稳定,防止毛管由此产生严重的偏心或顶杆弯曲。定心装置一般设置3~4架,随着毛管长度的增加,定心装置可有5~7架。
通常每台定心装置由3个互成120°的定心辊组成。1个上定心辊和2个下定心辊。穿孔时定心装置的动作如下所述。
(1)当管坯咬入至毛管接近定心装置前,机架定心辊及时将顶杆抱住,并随顶杆一道转动(随动辊),以使顶杆轴线保持在轧制线上,不至于产生过度的甩动。
(2)当毛管前端接近某一架定心装置时,3个定心辊同时打开一个小距离(即毛管位置),使毛管进入3个定心辊之间并旋转前进。此时定心装置起到毛管导向及防止毛管过度甩动的作用。定心辊打开的间距(毛管位置)应根据毛管直径予以调整,通常3个定心辊的间距(直径)选取毛管的外径加毛管的跳动量(8~12 mm)。
(3)当穿孔过程完成后,上定心辊上抬起一个较大距离(打开位置)。此时,安置在定心辊之间的升降辊道升起将毛管拖住,转动辊道可输送毛管。
定心辊的驱动早由汽缸完成,主要在小型机组上使用。现代的极大型机组通常都采用液压缸驱动,并实现自动控制。

天祥钢管有限公司

- 政管道清淤验货合格 2025-09-03
- 铝板生产厂家价格优惠 2025-09-03
- 信誉好的不锈钢板厂家 2025-09-03
- 方管厂家供应商 2025-09-03
- 买PVC给水管·管件必看-售后保证 2025-09-03
- 别找了,您要的弯管机都在这 2025-09-03
- 不锈钢复合管护栏施工厂家 2025-09-03
- 有现货的角钢批发商 2025-09-03
- 激光雕刻机-激光雕刻机生产厂家 2025-09-03
- 周边二次结构泵厂生产厂家 2025-09-03
- 法桐厂家直接报价 2025-09-03
- 扬尘监测系统市场价格 2025-09-03
- NM450耐磨板-信誉可靠 2025-09-03
- 管道cctv检测、管道封堵修复百看不如一问 2025-09-03
- 不锈钢复合管服务商 2025-09-03
产品




联系方式
