以下是:通化市二道江区护栏-存货充足的产品参数【盛联】业务覆盖多领域场景,主营柳河不锈钢复合管质检合格发货、梅河口不锈钢复合管种类齐全、东昌不锈钢复合管专业生产品质保证、辉南不锈钢复合管品质优选等产品服务。护栏-存货充足,盛联管业(通化市二道江区分公司)为您提供护栏-存货充足的资讯,联系人:张经理,电话:【15864395945】、【18954482233】。 吉林省,通化市,二道江区 二道江区,隶属吉林省通化市,地处吉林省南部,长白山脚下、浑江中游,东邻白山市,南北与通化县相连,西与东昌区相接。下辖2个街道、3镇、1乡,幅员378平方公里。根据二道江区政府官网2020年12月30日发布显示,二道江区总人口14万人。
简约设计,不简单内涵。观看我们的护栏-存货充足产品视频,用少的话语传达真实的产品价值。
以下是:护栏-存货充足的图文介绍
通化二道江盛联管业有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 不锈钢复合管产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 不锈钢复合管产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 不锈钢复合管产品质量水平逐步提高,一年一个新台阶。
不锈钢复合管于2002年规范GB/T18704-2002正式发布,不锈钢复合管由技术含量高,设备精细,工艺先进产质量量稳定,采用电脑自动控制。产品具有纯不锈钢表面奢华、美观和普通碳素钢管强度高的特性,其价钱低于纯不锈钢管,是价昂不锈钢构造装饰管材的替代产品。
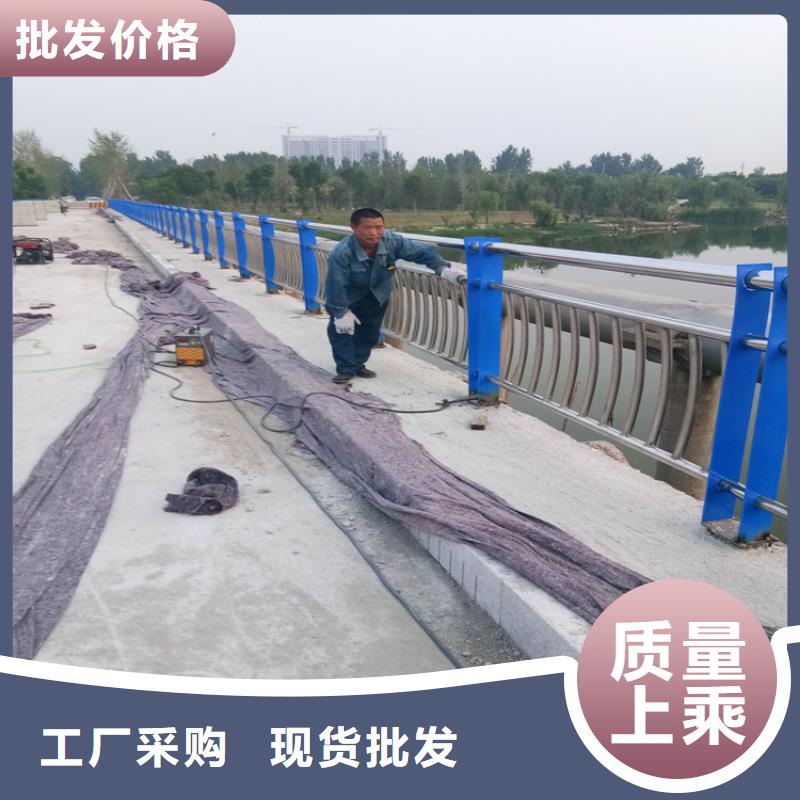
不锈钢复合管普遍用于市政公用工程施工,钢构造、网架工程施工,石油石化、市政设备、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设备工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢构造网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等。
行业人士应该晓得复合管压力管采用钢带辊压成型为钢管并中止氩弧对接焊技术,采用内外复合塑料层,中间为加强焊接钢管的复合构造。既抑止了钢管存在的易锈蚀,运用寿命短和塑料管强度低,易变形等缺陷。复合管具有钢管和塑料管的共同优点,如隔氧性好,有较高的刚性和较高的强度,埋地管容易探测等。因其性能可普遍应用于建筑给水工程、石油、化工、制、食品、矿山、燃气、光缆电缆穿线管等范畴,复合管具有较好的经济效益、社会效益和较大的推行应用价值。
不锈钢复合管耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。由于不锈钢材质化学性能稳定,对人体无损伤,所以医学界在人体内植入的各种支架、夹板、内固定螺丝都选用不锈钢资料。内衬不锈钢复合管与不锈钢管件配套衔接,加上对接头螺纹和端面的防锈处置,能够有效避免对水质构成的二次。内衬不锈钢复合管系统接触传输流体局部全为不锈钢资料,卫生环保,平安性好,契合"生态住宅"需求和以人为本的时期理念。
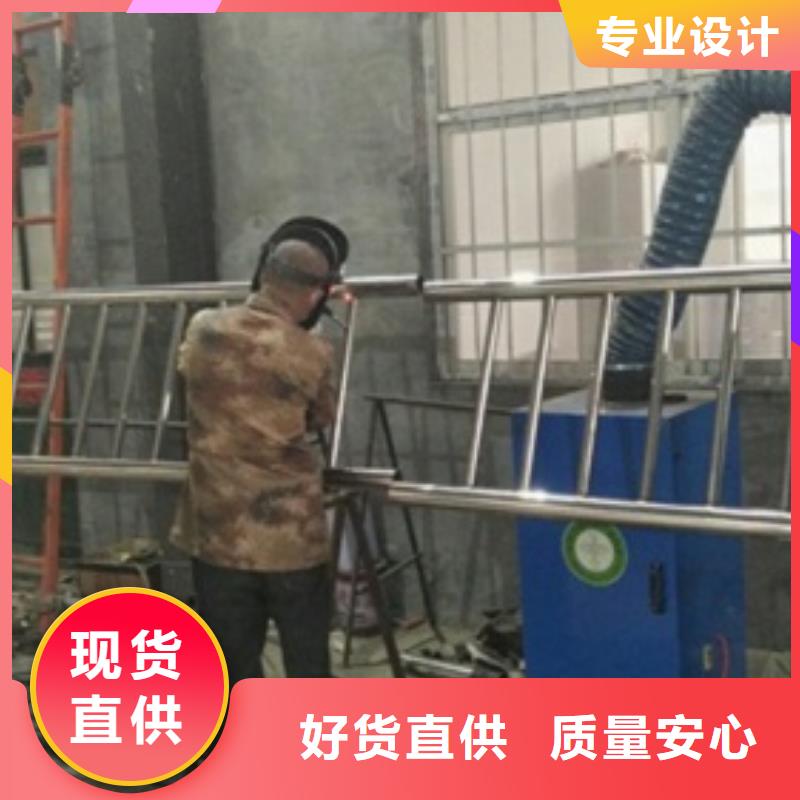
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
护栏-存货充足,盛联管业(通化市二道江区分公司)为您提供护栏-存货充足产品案例,联系人:张经理,电话:【15864395945】、【18954482233】。