您当前的位置:商助贸易宝 » 井研商助贸易宝 »井研产品 » 专业销售防腐钢管-价格优惠
专业销售防腐钢管-价格优惠
更新时间:2025-09-29 03:06:34 ip归属地:乐山,天气:阴转阵雨,温度:21-27 浏览:1次
- 发布企业
- 全通管道(乐山市井研县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 螺旋钢管
- 所在地
- 盐山县城南开发区
- 联系电话
- 0317-6309859
- 手机
- 13932771377
- 联系人
- 王总 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:乐山市井研县专业销售防腐钢管-价格优惠的产品参数
【全通】持续拓展产品矩阵,现有金口河螺旋钢管种类丰富、峨眉山螺旋钢管应用领域、犍为螺旋钢管追求细节品质、沙湾螺旋钢管实力派厂家等,满足不同场景需求。专业销售防腐钢管-价格优惠,全通管道(乐山市井研县分公司)为您提供专业销售防腐钢管-价格优惠的资讯,联系人:王总,电话:【0317-6309859】、【13932771377】。 四川省,乐山市,井研县 2020年,井研县实现现价地区生产总值1295204万元,按可比价计算比上年增长3.8%。
为了让您更地了解我们的专业销售防腐钢管-价格优惠,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:乐山井研专业销售防腐钢管-价格优惠的图文介绍


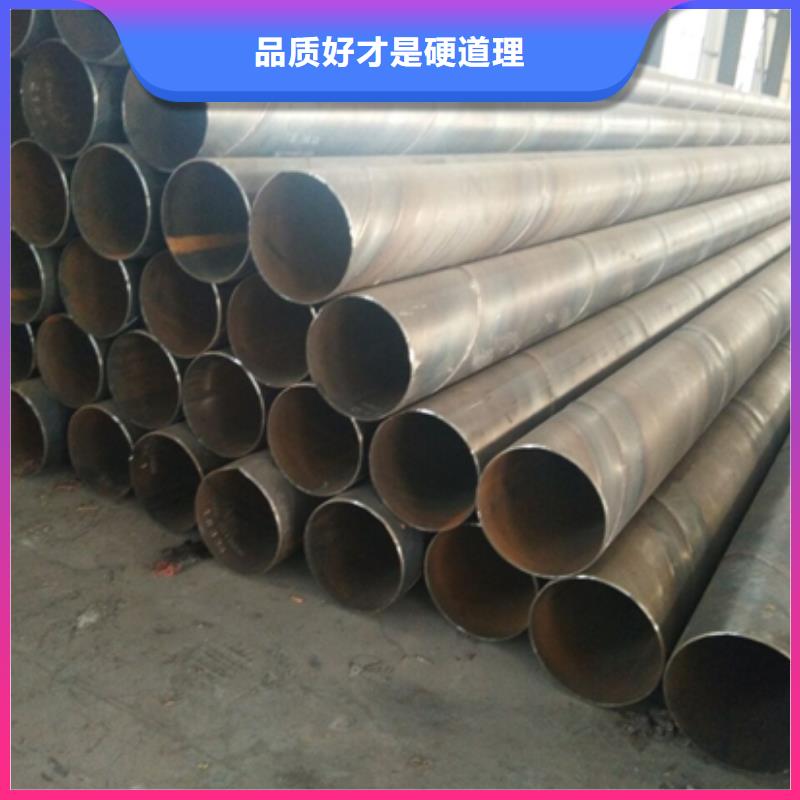
公司经过数十年专业领域的成长,提供给你高品质的保证。我厂是一家专业生产各种管件的生产厂家,螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
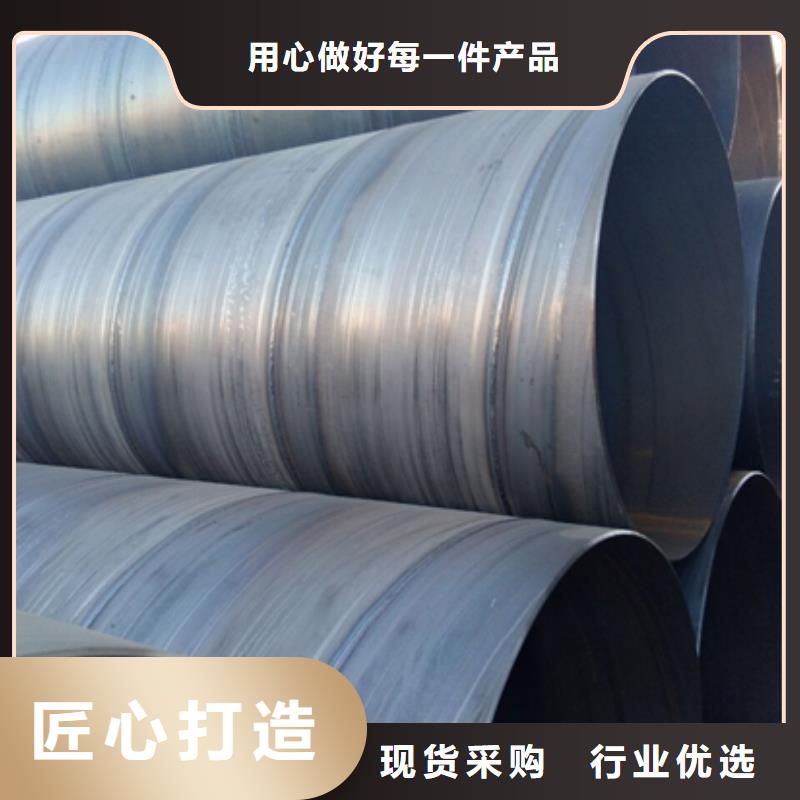
焊接螺旋钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管.按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等.按焊缝形状可分为直缝焊管和焊接螺旋钢管.电焊钢管用于石油钻采和机械 制造业等.炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;焊接螺旋钢管用于油气输送、管桩、桥墩等.焊接钢管比无缝钢管成本低、生产效率高.焊接螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管.但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低.因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.
焊接螺旋钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管.按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等.按焊缝形状可分为直缝焊管和焊接螺旋钢管.电焊钢管用于石油钻采和机械 制造业等.炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;焊接螺旋钢管用于油气输送、管桩、桥墩等.焊接钢管比无缝钢管成本低、生产效率高.焊接螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管.但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低.因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.



乐山井研盐山全通管道有限公司是乐山井研专注生产、销售 螺旋钢管的厂家,公司拥有先进的设备,雄厚的技术力量,科学的工艺流程,完善的质量检测体系,采用优良的 螺旋钢管原材料,严把质量关。我厂拥有先进的管理经验、生产流程和质量控制手段,保证为客户提供高质量的 螺旋钢管产品。在我们强调产品质量的同时,还积j i与客户进行沟通,了解客户的需求,并为客户提供贴心和及时的售后服务。公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,以优良的 螺旋钢管产品和贴心的服务与各界朋友真诚合作,共同发展。


直缝管的工艺质量综合性能要忧于螺旋管。目前国内直缝管的生产情况是:公称直径DN400及其以下为高频电阻焊钢管,公称直径DN400以上为直缝双面埋弧焊钢管。对于直缝双面埋弧焊钢管,按成型工艺的不同,共有UOE、JCOE、HME、RBE和PFP等五种成管方式,以前两者为常见。由于UOE成型焊接钢管生产线的成型设备技术含量高,生产效率高,成型工艺较简单,成型好,成型后焊接应力小;且由于生产中采用水压整体扩径,可有效钢管内应力,提高了管材的强度和尺寸精度,所以质量优于JCOE成型焊接钢管.
全通管道制造有限公司主导产品为φ219-φ3620mm,壁厚5-25.4mm,钢级为B-X80的螺旋缝双面埋弧焊钢管、φ89-φ630mm,壁厚4-12.7mm的ERW热轧钢管和φ139.7-φ339.72mm(5-1/2″~13-3/8″),钢级为第1组、第2组、第3组的石油套管。公司产品执行API Spec 5L、5CT、5B、EN10217、AWWA? C200、GB/T9711-2011、GB/T3091、GB/T23257(防腐)、GB/T18593(防腐)、SY/T0315(防腐)、SY/T0447(防腐)、SY/T0457(防腐)、SY/T0413(防腐)、DIN30670(防腐)、AWWA? C210(防腐)标准。
全通管道制造有限公司主导产品为φ219-φ3620mm,壁厚5-25.4mm,钢级为B-X80的螺旋缝双面埋弧焊钢管、φ89-φ630mm,壁厚4-12.7mm的ERW热轧钢管和φ139.7-φ339.72mm(5-1/2″~13-3/8″),钢级为第1组、第2组、第3组的石油套管。公司产品执行API Spec 5L、5CT、5B、EN10217、AWWA? C200、GB/T9711-2011、GB/T3091、GB/T23257(防腐)、GB/T18593(防腐)、SY/T0315(防腐)、SY/T0447(防腐)、SY/T0457(防腐)、SY/T0413(防腐)、DIN30670(防腐)、AWWA? C210(防腐)标准。



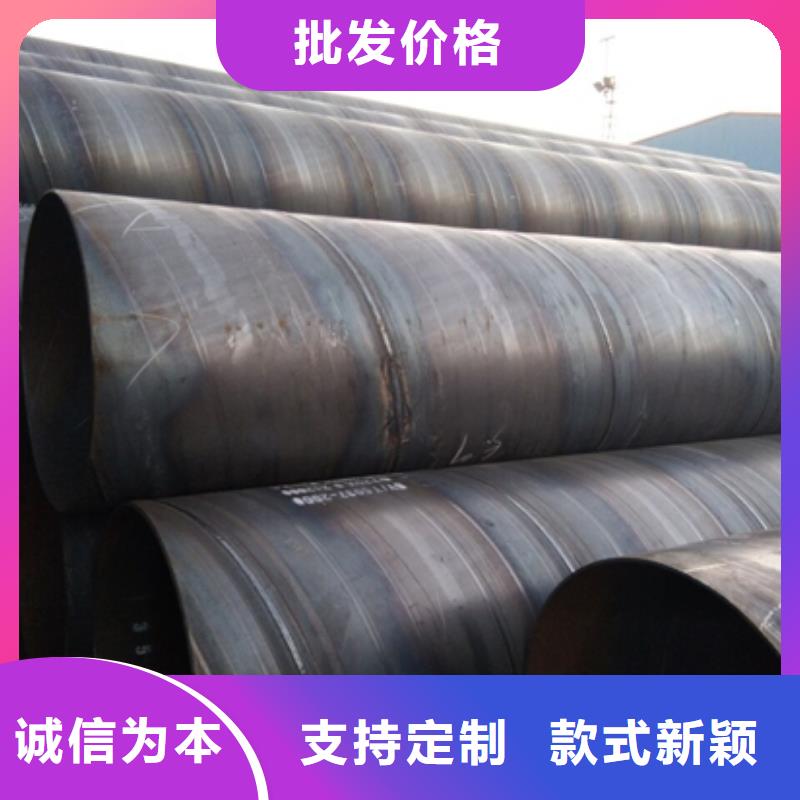
现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
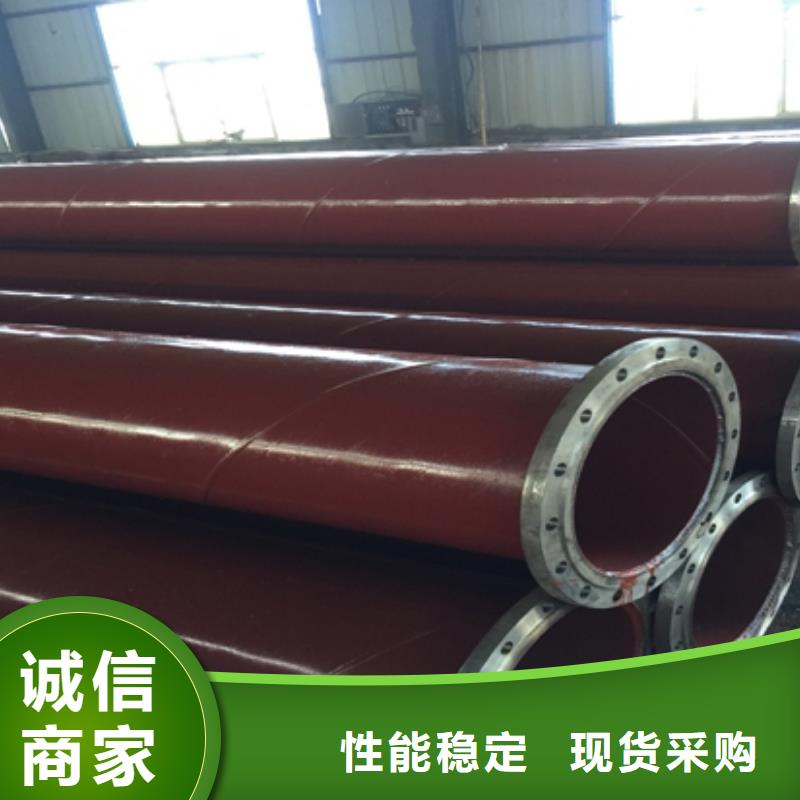
沧州全通管业集团是河北一家专业的排污水用Q235B防腐螺旋钢管厂家,我公司全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准生产φ219-φ2032、Q235、Q345、10#钢、20#钢、16Mn、L245、L290、L360、X42-X70钢级,不同壁厚的“全通”牌螺旋埋弧焊钢管。产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。
沧州全通管业集团是河北一家专业的排污水用Q235B防腐螺旋钢管厂家,我公司全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准生产φ219-φ2032、Q235、Q345、10#钢、20#钢、16Mn、L245、L290、L360、X42-X70钢级,不同壁厚的“全通”牌螺旋埋弧焊钢管。产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。



埋地供水用螺旋钢管水平辊与立辊交替配置:连续冷弯辊式成型是将带材在多机架的辊式连续成型机上,按照一定的孔型系统逐渐涟 续弯曲成要求形状和规格的管筒的变形过程。螺旋钢管厂辊式连续成型机的机架一般为二辊式,大管径也可采用多辊式。闭口孔的上辊槽底带有导向环。立辊对改善成型质有祁大好处,它起导向作用,使成型过程中带材运行稳定不窜动。后的成型在闭口孔内完成: 为使焊缝对正管体中轴线,螺旋钢管厂在焊缝一侧的成型辊槽底皆带有导向环,其厚度向出口逐架减薄。螺旋钢管厂成型机机架数目的多少取决于焊管的规格和材质,一般为5~12架,常见的是架。螺旋钢管厂成型机架的布置型式有: 螺旋钢管厂水平辊与立辊交替配置;H-水子机架;V—立辊机架;辊式机架;Q -四辊式机架。?一般来说水平机架承担主要的带钢变形,螺旋钢管厂在水平辊机架与立辊架交叉布置型式中,立当 主要是用于导向,并保持带钢在水平辊中已形成的形状,防止变形带钢的回弹。
埋地供水用螺旋钢管水平辊与立辊交替配置:连续冷弯辊式成型是将带材在多机架的辊式连续成型机上,按照一定的孔型系统逐渐涟 续弯曲成要求形状和规格的管筒的变形过程。螺旋钢管厂辊式连续成型机的机架一般为二辊式,大管径也可采用多辊式。闭口孔的上辊槽底带有导向环。立辊对改善成型质有祁大好处,它起导向作用,使成型过程中带材运行稳定不窜动。后的成型在闭口孔内完成: 为使焊缝对正管体中轴线,螺旋钢管厂在焊缝一侧的成型辊槽底皆带有导向环,其厚度向出口逐架减薄。
埋地供水用螺旋钢管水平辊与立辊交替配置:连续冷弯辊式成型是将带材在多机架的辊式连续成型机上,按照一定的孔型系统逐渐涟 续弯曲成要求形状和规格的管筒的变形过程。螺旋钢管厂辊式连续成型机的机架一般为二辊式,大管径也可采用多辊式。闭口孔的上辊槽底带有导向环。立辊对改善成型质有祁大好处,它起导向作用,使成型过程中带材运行稳定不窜动。后的成型在闭口孔内完成: 为使焊缝对正管体中轴线,螺旋钢管厂在焊缝一侧的成型辊槽底皆带有导向环,其厚度向出口逐架减薄。
专业销售防腐钢管-价格优惠_全通管道(乐山市井研县分公司),固定电话:【13932771377】,移动电话:【0317-6309859】,联系人:王总,盐山县城南开发区。
我们的其他产品